 Launch Exhibition
Launch Exhibition
 Release information
Release information




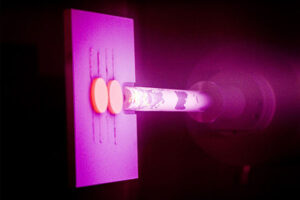
模具上的 TiN 涂层。图片由 prirev.com 提供。
所有制造工具都要承受极其恶劣的工作条件,并且必须承受大量磨损。用于塑料注射成型的工具也不例外,在数吨压力下注射的腐蚀性树脂和磨料纤维会迅速破坏柔软或未经处理的金属。
如果您正在制作生产模具工具,您可以轻松了解为什么这对您很重要。工具和模具代表了重大的财务投资。如果模具由于表面摩擦而过早磨损并且必须修理,这意味着生产时间和收入的损失。
因此,我们想探索制造商在提高性能的同时延长刀具寿命的一些策略。
什么是摩擦学?
摩擦学是对摩擦和相对运动中表面相互作用的研究。摩擦学研究用于发现新的和更好的表面相互作用方式,而不会在过程中被破坏。但没有一种解决方案对所有人都是最好的。这完全取决于您的特定应用程序。

图片由Dmitry Kalinovsky/Shutterstock 提供
模具的磨损量取决于许多因素,包括母材、生产量、冷却回路、树脂类型、设计复杂性、表面纹理等等。
因为有很多变量,所以有不同的处理解决方案来帮助耐热、增加硬度、抗腐蚀和降低摩擦,从而更好地释放零件。以下是生产工具的前四种通用类型的详细介绍。
电镀
模具处理的最早形式之一是镀铬。当使用玻璃填充树脂时,这会增加工具硬度以抵抗磨损。铬有助于防止生锈,但在使用 PVC 等腐蚀性树脂时,它不耐化学除气。
此外,镀铬需要使用单独的阳极。阳极增加了构建成本,并且由于其尺寸和形状,它无法到达模具中的深腔或薄特征。
化学镀镍不需要阳极,因此可用于均匀地涂覆模具内的所有特征。它可以帮助模具抵抗化学侵蚀,但在处理磨料纤维方面却没有那么好。
另一种常见的镀层镍硼氮化物也可以提高耐磨性和耐腐蚀性,而不会对传热性能产生不利影响。但它的主要优点是它大大减少了工具中可移动滑块、型芯和其他高磨损区域的摩擦。
物理气相沉积
PVD 使用陶瓷或金属等源,然后用高能离子束撞击,使其溅射成等离子体。这种等离子以非常薄的层粘合到工具壁上,具有很强的粘合强度。
这些层有多薄?有些是纳米,或小于一微米,因此在大多数情况下不足以影响最终零件的尺寸。
工具上最常见的应用之一是氮化钛 (TiN)。它非常耐用并大大增加了硬度,同时提供比铬更好的耐腐蚀性。它可以承受 PVC 树脂的化学侵蚀,同时增强润滑性。一个潜在的缺点是它适用于 800 度的温度。C,所以这可能会影响工具的热处理。另一个限制是这是一个视线应用程序,因此它不能应用于隐藏区域。
化学气相沉积
与 PVD 不同,化学气相沉积使用化学反应来产生气态薄膜。CVD 涂层比 PVD 更厚,并且可以在更高的温度下使用。优点是可以应用金刚石涂层,提供尽可能高的耐磨性和增加的刀具硬度,从而实现极长的刀具寿命。CVD涂层也不需要在视线范围内应用,因此可以处理整个工具。
CVD 的一个缺点是,由于应用温度高,模具工具必须在涂层后进行第二次热处理。
喷涂涂料

Nanoplas 的喷涂涂层
另一种改变模具表面摩擦学的方法是喷涂脱模剂。这些不会提高硬度或耐用性,但旨在降低摩擦系数,因此可以更轻松地移除零件。较低的摩擦也有助于缩短包装时间。
模塑树脂的类型将决定使用的最佳涂层类型,尽管大多数基于硅树脂、钼、锂或 PTFE(即特氟隆)的配方。
较新的喷涂涂层使用纳米技术来制造更耐用并大大减少摩擦的半永久性薄膜。这有助于通过减少循环时间和延长工具寿命来提高生产效率。
 Pages you might like
Pages you might like




 Today's topic
Today's topic

















 Latest information
Latest information





 Matchexporen service number, scan it
Matchexporen service number, scan it
 Global exhibition registration: add official account
Follow official account
Online support
Global exhibition registration: add official account
Follow official account
Online support
 鄂ICP备2022017323号
鄂ICP备2022017323号
 鄂公网安备 42018502006493
鄂公网安备 42018502006493